FANUC刀具寿命管理功能相关参数介绍

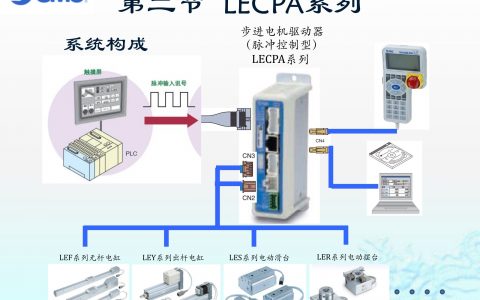
FANUC刀具寿命管理功能
刀具寿命管理功能:将刀具分类为几个组,在每个组中事先指定刀具的寿命(使用次数或者使用时间)。并且在每次使用属于各组的刀具时计数其寿命,当寿命快到期时,在相同组内自动选择被事先按照一定顺序排列的新刀具。由此,便可以一边管理刀具的寿命,一边继续进行加工。
相关链接:
FANUC(发那科)刀具寿命管理功能
刀具寿命管理相关参数介绍
FANUC刀具寿命管理功能开启
8132#0 TLF
是否使用刀具寿命
0:不使用刀具寿命管理
1:使用刀具寿命管理

6813刀具寿命管理最大组数
设成8的整数倍

修改以上参数后会出现以下介面
“TL寿命”

6800#0 GS1
6800#1 GS2
#0 GS1
#1 GS2 参数(6813)中设定的最大组数,每一组(1组)至多可以登陆4把刀具,可以改变通过GS1,GS2的设定可以登陆的组数和每1组的刀具数量的组合


6800#2 LTM
刀具寿命计数类型的指定
0:按照次数予以指定
1:按照时间予以揸定
6801#1 TSM
在刀具寿命管理功能中,多个偏置指令情形下的寿命计数
0:按照每个相同的刀具进行计数
1:按照每把刀具进行计数
6801#2 LVF
在刀具管理功功或刀具寿命管理功能中利用时间计数寿命值时,将刀具寿命倍率信号*TLV0-*TLV9(G49.0-G50.1)置于
0:无效
1:有效
6801#3 EMD
显示表示在刀具寿命管理功能中寿命已尽的标记“*”的时机
0:在使用下一把刀具的时刻显示。
1:在寿命已尽的时刻显示。

6813 刀具寿命的最大组数
6844 刀具的剩余寿命(使用次数)
0-9999
此参数设定使用次数指定了刀具寿命情况下,输出刀具寿命预告信号THCHB(F64.3)的刀具的剩余寿命(使用次数),在本参数中设定了比刀具寿命值大的值 和设定了的情况下,不输出刀具寿命的预告信号。
6845刀具的剩余寿命(使用时间)
MIN
此参数设定使用次数指定了刀具寿命情况下,输出刀具寿命预告信号THCHB(F64.3)的刀具的剩余寿命(使用时间),在本参数中设定了比刀具寿命值大的值 和设定了的情况下,不输出刀具寿命的预告信号。

程序说明:
O230刀具分组与寿命告知
P1L10
P1代表第一组
L10代表寿命10次
T0101代表1号刀具1号刀补号


T0199代表调用第一组刀具,使用分配的刀补号
T0188代表调用第一组刀具,使用00号刀补号
T0101就不使用刀具使命

刀具状况说明:
*代表刀具寿命已经到达
@代表正在使用的刀具
#被忽略的刀具

6811 刀具寿命计数的M代码
方便 利用自动循环加工的
M99自循环,没有M30的情况

刀具更换后要将状态更新

刀具寿命到达后报警

刀具寿命功能开启

刀具寿命报警类别是提示信息还是报警信号

转载:英伟达数控机床

往 期 精 选
【下载】图解FANUC+PMC编程与应用
【视频】FANUC数控机床PMC信号交换
【视频】PMC设计与编程–随机刀库控制
【视频】3分钟学会PMC在线编辑及保存
【软件】FANUC LADDER-Ⅲ V8.7 软件
FANUC系统PMC基础知识介绍
FANUC常见PMC报警表
FANUC PMC报警WN62维修案例
FANUC PMC报警WN69维修案例
FANUC PMC报警ER32/ER97如何解决?
FANUC PMC功能指令汇总
FANUC PMC信号地址汇总表
FANUC K参数如何隐藏保护 禁止修改?
FANUC X/Y/F/G信号诊断数据集
FANUC PMC画面的相关设定介绍
FANUC PMC设计与编程 培训教程
FANUC系统PMC基础知识介绍
FANUC PMC参数K参数及D数据功能简述
FANUC程序传输软件步骤(V16.0最新版)
浅谈FANUC PMC破解软件
FANUC小黄机 PMC-K参数汇总
FANUC小黄机 PMC-D参数汇总
三菱 FANUC 常用参数对照表
FANUC PMC功能指令详解(1~17)
图解FANUC+PMC编程与应用
【干货】三菱 报警类 资料汇总
【干货】FANUC报警类资料汇总

问答社区 发起问答 报警查询 技术文章 维修服务 资料下载 加交流群 申请 VIP
本文转载来自【英伟达数控机床】,仅供大家学习交流,如侵权请联系站长删文。
 微信扫一扫
微信扫一扫
 支付宝扫一扫
支付宝扫一扫