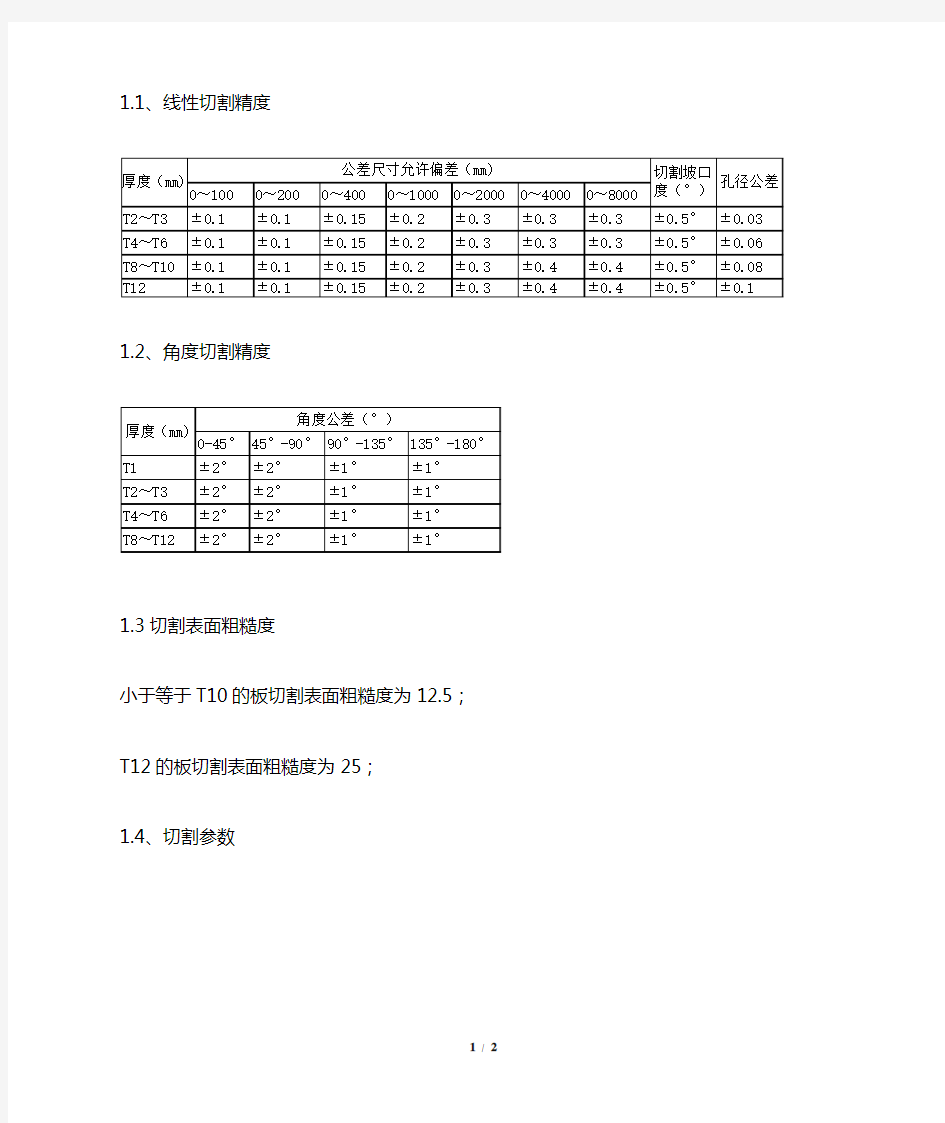

1.1、线性切割精度
1.2、角度切割精度
1.3切割表面粗糙度
小于等于T10的板切割表面粗糙度为12.5;T12的板切割表面粗糙度为25;
1.4、切割参数
1 / 1
1.总则 2.铸造加工的一般公差 3.锻造加工的一般公差 4.切削加工的一般公差 5.切削加工的一般形位公差 钣金压压力加工的一般公差6.钣金 7.橡胶件的一般公差
总则 1.适用范围 本标准规定了本公司发行的图纸(主要是机械制图)中,未注明公差的尺寸和形状部份的尺寸公差或形位公差。 2.一般公差的定义 一般公差是向生产人员发出指示和为简化图面而制定的公差。除了生产前的初物检查或出现问题时检查之外,采用一般公差的尺寸在正常生产精度保证的条件下,一般可不检查。 3.一般公差的分类和标注方法 本标准分类见下表,用标准代号标注时,应在标准代号后面加破折号,并尾缀分类代号。 例:TS(C)-1-10-a ……适用一种公差时 TS(C)-1-10-c、d ……适用二种公差时 分类代号一般公差种类 a 铸造加工的一般公差 b 锻造加工的一般公差 c 切削加工的一般公差 d 切削加工的一般形位公差 e 钣金压力加工的一般公差 f 橡胶件的一般公差 4.术语 (1) 基本尺寸:设计给定的尺寸。 (2) 极限偏差:极限尺寸减去基本尺寸所的代数差。 (3) 基本偏差:在上偏差和下偏差中靠近基本尺寸的那个偏差。 (4) 倒圆:将工件的棱角加工成圆形。 (5) 倒角:将工件的棱角加工成斜面形状。
a. 未注尺寸公差未注尺寸公差((铸造加工铸造加工)) 1.适用范围 本标准规定了铸件(压铸铸造法、壳型铸造法、砂型铸造法)未标注公差数值或代号,且基本尺寸在1mm 以上1000mm 以下范围内的铸造加工部分的尺寸公差。 未指明情况下,选用2级。 2.未注未注极限偏差极限偏差 2.1 压铸铸造压铸铸造、、壳型铸造壳型铸造基本偏差基本偏差基本偏差按表按表1 。 表1 单位mm 基本尺寸 压铸铸造 直径 大于 至 长度 内径 外径 壳型铸造 ≥1 4 ±0.1 +0.2 0 0 -0.2 ±0.15 4 16 ±0.2 +0.3 0 0 -0.30 ±0.3 16 63 ±0.3 +0.4 0 0 -0.4 ±0.4 63 250 ±0.5 +0.8 0 0 -0.8 ±0.7 250 1000 ±0.8 +1.2 0 0 -1.2 ±1.0 2.2 压铸铸造压铸铸造、、壳型铸造壳型铸造可动部分的可动部分的可动部分的极限偏差极限偏差 下述情况的极限偏差按表2。 压铸铸造 :分型面 壳型铸造 :分型面 型芯 表2 单位mm 基本尺寸 大于 至 压铸铸造 壳型铸造 ≥1 4 ±0.15 ±0.4 4 16 ±0.3 ±0.5 16 63 ±0.4 ±0.6 63 250 ±0.6 ±1.0 250 1000 ±1.0 ±1.5 2.3 砂型铸造极限偏差 2.3.1灰铸铁灰铸铁、、可锻铸铁可锻铸铁、、铸钢和铝合金铸造铸钢和铝合金铸造件件的未注公差尺寸偏差
未注公差等级 根据国标GB/T 1804-2000<<一般公差未注公差的线性和角度尺寸的公差>> 线性尺寸,我司决定选用等级(m)为未注公差等级的加工尺寸与角度的公差。对未注公差的检验与控制要求,按GB/T1804-2000。 表1 线性尺寸的极限偏差数值mm
表2 倒圆半径和倒角高度尺寸的极限偏差数值mm
表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。 表3 角度尺寸的极限偏差数值
未注尺寸公差按GB/T1804-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2
中等 m 粗糙 e ±0.4 ±1 ±2 ±4 最粗 v 角度尺寸的极限偏差数值(GB/T1804-2000) 公差等级基本尺寸分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1o ±30′±20′±10′±5′ 中等 m 粗糙 e ±1o30′ ±1o ±30′±20′±10′ 最粗 v ±3o ±2o ±1o ±30′±20′ 未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围
未注尺寸公差等级表 根据加工方法和装配精度要求选择合适的IT公差等级值进行尺寸标注,图纸中未标注公差的尺寸需按照GB/T1804-2000 《未注公差的线性和角度尺寸公差》要求,指明公差等级。 线性尺寸极限偏差数值 公差等 0~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000 级 精密f ±0.05±0.05±0.1±0.15±0.2±0.3±0.5— 中等m ±0.1±0.1±0.2±0.3±0.5±0.8±1.2±2.0粗糙c ±0.2±0.3±0.5±0.8±1.2±2.0±3.0±4.0最粗v —±0.5±1.0±1.5±2.5±4.0±6.0±8.0倒圆半径和倒角高度尺寸的极限偏差数值 公差等级0~3 3~6 >6~30 >30 精密f ±0.2±0.5±1.0±2.0中等m 粗糙c ±0.4±1.0±2.0±4.0最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 角度尺寸的极限偏差数值 公差等级0~10 >10~50 >50~120 120~400 >400 精密f ±1°±30′±20′±10′±5′中等m 粗糙c ±1°30′±1°±30′±15′±10′ 最粗v ±3°±2°±1°±30′±20′ 一般未注公差图样表示法 在图样标题栏附近或技术要求、技术文件(如企业标准)中注出本标准号及公差等级代号。例如选取中等级时,标注为: GB/T 1804-m 3未注形位公差等级表 图纸中未标注形位公差的结构,需按照GB/T1184-1996《形状和位置公差未注公差值》中的等级进行标注。
一般公差 线性尺寸的未注公差标准 本标准等效采用国际标准ISO 2768-1:1989《一般公差——第1 部分:未注出 公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。 1范围 本标准规定了线性尺寸的一般公差等级和极限偏差。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准规定的极限偏差适用于非配合尺寸。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡不注日期的引用文件,其最新版本适用于本标准。 GB/T 1804-92 一般公差线性尺寸的未注公差 零件倒圆与倒角 3术语 3.1一般公差 一般公差系指在车间一般加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不注出极限偏差。 4线性尺寸的一般公差 4.1线性尺寸的一般公差规定四个公差等级。线性尺寸的极限偏差数值表见表 1;倒圆半径和倒角高度尺寸的极限偏差数值见表 2。 4.2规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公差等级,由相应的技术文件或标准作出具体规定。 4.3本公司图样上线性尺寸的未注公差,选取GB1804-m。 1
注:倒圆半径与倒角高度的含义参见。 5线性尺寸的一般公差的表示方法 采用GB/T1804 规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级符号表示。例如选用中等级时,表示为:GB/T1804-m 2
公差与配合1.基本偏差系列及配合种类
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT (即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类 .2.标准公差值及孔和轴的极限偏差值 基本尺寸 mm 公差等级 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 6 8 9 11 13 15 18 20 23 25 27 9 11 13 16 19 22 25 29 32 36 40 15 18 21 25 30 35 40 46 52 57 63 22 27 33 39 46 54 63 72 81 89 97 36 43 52 62 74 87 100 115 130 140 155 58 70 84 100 120 140 160 185 210 230 250 90 110 130 160 190 220 250 290 320 360 400 150 180 210 250 300 350 400 460 520 570 630
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
公差带级 >10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315 K 5 +9 +1 +11 +2 +13 +2 +15 +2 +18 +3 +21 +3 +24 +4 +27 +4 ▼6 +12 +1 +15 +2 +18 +2 +21 +2 +25 +3 +28 +3 +33 +3 +36 +4 7 +19 +1 +23 +2 +27 +2 +32 +2 +38 +3 +43 +3 +50 +4 +56 +4 M 5 +15 +7 +17 +8 +20 +9 +24 +11 +28 +13 +33 +15 +37 +17 +43 +20 6 +18 +7 +21 +8 +25 +9 +30 +11 +35 +13 +40 +15 +46 +17 +52 +20 7 +25 +7 +29 +8 +34 +9 +41 +11 +48 +13 +55 +15 +63 +17 +72 +20 N 5 +20 +12 +24 +15 +28 +17 +33 +22 +38 +23 +45 +27 +51 +31 +57 +34 ▼6 +23 +12 +28 +15 +33 +17 +39 +20 +45 +23 +52 +27 +60 +31 +66 +34 7 +30 +12 +36 +15 +42 +17 +50 +20 +58 +23 +67 +27 +77 +31 +86 +34 p 5 +26 +18 +31 +22 +37 +26 +45 +32 +52 +37 +61 +43 +70 +50 +79 +56 ▼6 +29 +18 +35 +22 +42 +26 +51 +32 +59 +37 +68 +43 +79 +50 +88 +56 7 +36 +18 +43 +22 +51 +26 +62 +32 +72 +37 +83 +43 +96 +50 +108 +56 注:标注▼者为优先公差等级,应优先选用。 形状和位置公差(摘自GB1182~1184-80) 形位公差符号 分类形状公差位置公差 项目直线 度 平面 度 圆度 圆柱 度 平行 度 垂直 度 倾斜 度 同轴 度 对称 度 位置 度 圆跳 动 全跳动 符号
未注公差选用技术规范 1.目的 本标准规范产品结构件在设计图样、工艺卡、生产准备清单等技术文件上其基本尺寸无指定公差时的尺寸公差。 2.范围 本规范适用于中汽昌兴(洛阳)机电设备工程有限公司产品、金属材料和结构件的设计、生产及检验。 3.引用标准和参考标准 下列标准包含的条文,通过在本标准中引用而构成本标准的条文。在标准出版时,所有版本均为有效。所有标准都会被修订,使用本标准的各方应探讨,使用下列标准最新版本的可能性。 GB/T 1804-2000 一般公差未注公差的线性和角度尺寸的公差 GB/T 1184-1996 形状和位置公差未注公差值 GB/T 4249-1996 公差原则 GB/T 1800.3-1998 标准公差和基本偏差数值表 Q/CX JS 2013-03 未注公差值的通用规范 4.基本功能描述 本标准规定的公差等级考虑了工厂的一般制造精度,操作工的一般技能水平,不需要在图样上注出。由于功能上的要求,某要素要求采用比“一般公差”小的公差值,应在尺寸后注出其相应的极限偏差数值;当功能上允许的公差等与或大于一般公差,应采用一般公差,当要素的功能允许比一般公差大的公差,而该公差在制造上比一般公差更为经济时,其相应的极限偏差数值要在尺寸后注出。本标准规定的极限偏差仅适用于非配合尺寸。 5.术语:
一般公差:一般公差是指在车间通常加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不需注出其极限偏差数值。 基本尺寸:是指设计中给定的尺寸。即理论计算值。 极限偏差:是指上偏差和下偏差。 母线:曲面可以看作是一动线在空间运动的轨迹,该动线称为母线。 素线:母线处于曲面上任一位置时,称为素线。 6.技术要求 6.1 机加工件尺寸的未注线性公差 本规范规定了机加工件线性尺寸,包括外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径、倒角高度等;角度尺寸,包括通常不注出角度值的角度尺寸。机加工件线性公差参照GB/T 1800.3-1998—标准公差和基本偏差数值表,具体级别按如下选取: 6.1.1车削加工 图样上未注出尺寸公差时,粗车、满足下道工序的半精车、精加工的长度尺寸等非配合尺寸的公差可按GB/T1804-2000中m级选取公差数值。其余工艺未做出特殊要求的,车削加工线性尺寸的未注公差值按GB/T 1800.2-1998-IT12级选取。 6.1.2 刨削、铣削加工 图样上未注出尺寸公差时,刨、铣平面、长孔、凹槽、凹台等非配合尺寸,可按GB/T1804中m级选取公差数值。其余工艺未做出特殊要求的,车削加工线性尺寸的未注公差值按GB/T 1800.2-1998-IT13级选取。 6.1.3 钻削加工 图样上未注出尺寸公差时,钻孔孔径公差可按GB/T 1800.3-1998-IT13级选取,钻孔孔距公差
未注尺寸公差标准 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 未注公差,是俗称,是业内习惯用语,一般就是指“未注尺寸公差”。 在规范的零件图中,在技术要求中,应该明确表明,未注尺寸公差按某标准某项执行;未注形位公差按某标准某项执行。 有时候,有些尺寸公差在图纸上没有标示出来,但这些尺寸公差又不是自由公差。为了简化标注,在图面上或技术说明中注明“未注公差”。.例如:图中未注公差±0.05.。在这个图中,未注公差≠自由公差。 https://https://www.doczj.com/doc/e38997329.html,/view/de43bd32591b6bd97f192279168884 868762b8b4.html 1.未注尺寸公差按GB/T1804-2000-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm
钣金件未注公差精度的规范标准试行 文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]
钣金件未注公差精度的规范标准(试行)1目的 采用统一规范的未注公差标准,规范钣金件设计、生产、验收标准,保证钣金加工件精度要求。(1)能有效简化制图,节省设计时间,高效地进行信息交换。 (2)突出图样上注出公差的尺寸,方便生产制造。(3)简化检验要求,有助于质量管理。最终能达到高质量、高效率生产。 2适用范围 从标准颁布之日起试运行,适用于颁布以后新设计钣金件(以前设计的钣金件,还按照原标准进行制造及验收)。从设计出图、生产制造到产品验收的整个阶段,按照本标准运行。 3职责 3.1技术中心 技术中心按照该标准进行设计,标准参考见附录一。对功能上无特殊要求的要素采用一般公差,在图样上可不注出其公差,只须在技术要求或技术文件中说明参照本标准。图样上尺寸未注公差的一般公差的公差等级,需考虑通常的车间精度。 (1)对任一单一尺寸,当功能上允许的公差等于或大于一般公差时,采用一般公差,既不需标注其公差。 (2)当要素的功能允许比一般公差大的公差,在制造上比一般公差更为经济时,其相应的极限偏差数值要在尺寸后注出。 (3)由于功能上的需要,某要素要求采用比一般公差小的公差值,应在尺寸后注出其相应的极限偏差数值。 3.2制造中心(主指钣金件供应商)
制造中心按照该标准进行生产,标准参考见附录一。设计图样中标注公差项,依照标注的偏差数值进行生产。而对于设计图样中未注公差项,应依照规范的标准偏差数值进行生产。如果供应不能加工出设计标注的精度要求时,应与主设计人员沟通协商解决。 3.3品质管理部 品质管理部按照该标准进行验收,标准参考见附录一。品质管理部严格按照未注公差的标准进行钣金件的验收工作。对于超出一般公差的工件,如未达到损害其功能时及影响外观时,请与主设计人员联系,以判定是否可让步接收(但并不能说明以后都可降低标准)。若工件的功能受到损害时请供应商返工或报废。 4制定本标准依据 参考国际标准:ISO2768,国家标准:GB/T1184-1996、GB/T1804-2000。以及现有生产供应商提供的数据(即加工所能达到的常规精度),制定出钣金件加工精度的规范未注公差标准,规定未注出公差尺寸的一般公差的公差等级和极限偏差数值。 本标准解释权归精密系统事业部技术中心标准产品室 5发放范围 技术中心、制造中心、品质管理部。 6更改记录 附录1未注线性尺寸的极限偏差数值
1.未注尺寸公差按GB/T1804-2000-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密f ±0.2 ±0.5 ±1 ±2 中等m 粗糙e ±0.4 ±1 ±2 ±4 最粗v 角度尺寸的极限偏差数值(GB/T1804-2000) 公差等级基本尺寸分段 ~ 10 >10~50 >50~120 >120~400 >400 精密f ±1o ±30′±20′±10′±5′ 中等m 粗糙e ±1o30′±1o ±30′±20′±10′ 最粗v ±3o ±2o ±1o ±30′±20′
2.未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.03 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 垂直度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.4 1 1.5 2 对称度未注公差值(GB/T1184-1996)(mm) 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.5 K 0.6 0.8 1 L 0.6 1 1.5 2 圆跳动的未注公差值(GB/T1184-1996)(mm) 公差等级圆跳动公差值 H 0.1 K 0.2 L 0.3 3.表面粗糙度 零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
公差等级编辑讨论上传视频 本词条由“科普中国”科学百科词条编写与应用工作项目审核。公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18, 数字越大,公差等级(加工精度)越低,尺寸允许的变动范围(公差数值)越大,加工难度越小。 中文名公差等级外文名grade of tolerance功能精确尺寸精度等级20个等级参考表格GB/T1184-1996 [1] 性质描述机械精度的指标 目录 1 等级划分 2 公差等级表 3 选择原则 4 自由公差的概念 ?基本定义 ?适用范围 等级划分编辑 公差等级的选择及应用 公差等级 应用范围及举例 IT01 用于特别精密的尺寸传递基准,例如特别精密的标准量块 IT0
用于特别精密的尺寸传递基准及宇航中特别重要的精密配合尺寸。例如,特别精密的标准量块,个别特别重要的精密机械零件尺寸,校对检验IT6级轴用量规的校对量规 IT1 用于精密的尺寸传递基准、高精密测量工具特别重要的极个别精密配合尺寸。例如,高精密标准量规,校对检验IT7至IT9级轴用量规的校对量规,个别特别重要的精密机械零件尺寸 IT2 用于高精密的测量工具,特别重要的精密配合尺寸。例如检验IT6至IT7级工件用量规的尺寸制造公差,校对检验IT8至IT11级轴用量规的校对塞规,个别特别重要的精密机械零件尺寸 IT3 用于精密测量工具,小尺寸零件的高精度的精密配合以及和C级滚动轴承配合的轴径与外壳孔径。例如,检验IT8至IT11级工件用量规和校对检验IT9至IT13级轴用量规的校对量规,与特别精密的P4级滚动轴承内环孔(直径至100mm)相配的机床主轴,精密机械和高速机械的轴颈,与P4级向心球轴承外环相配合的壳体孔径,航空及航海工业中导航仪器上特殊精密的个别小尺寸零件的精度配合。IT4 用于精密测量工具、高精度的精密配合和P4级、P5级滚动轴承配合的轴径和外壳孔径。例如,检验IT9至IT12级工件用量规和校对IT12至IT14级轴用量规的校对量规,与P4级轴承孔(孔径>100mm)
我国尺寸公差与配合标准的发展历史 1944年:国民党政府制定了“尺寸公差与配合”的国家标准,但实际使用的是日本、德国、美国标准. 1955年:参照苏联标准,第一机械工业部颁布“公差与配合”的部颁标准,此标准只是将苏联标准(OCT标准)付与了中文名词. 1959年:颁布了“公差与配合”的国家标准GB159~174 (简称“旧国标”)(精度等级偏低、配合种类偏少). 1979年:参照国际标准制定了“公差与配合”的国家标准GB1800~1804 —1979(简称“新国标”)取代GB159~174—1959. 1992~1996年上述新国标进行了部分修订,将《公差与配合》改为《极限与配合》, 用《极限与配合基础第一部分:词汇》(GB/T1800.1—1996)替代GB1800-1979中的《公差与配合的术语及定义》;用《一般公差线性尺寸的未注公差》(GB/T1804—1992)替代《未注公差尺寸的极限偏差》(GB1804—1979) 国家标准《极限与配合》中,公差与配合部分的标准主要包括: GB/T1800.1—1997《极限与配合基础第1部分:词汇》 GB/T1800.2—1998《极限与配合基础第2部分:公差、 偏差和配合的基本规定》 GB/T1800.3—1998《极限与配合基础第3部分:标准公 差和基本偏差数值表》 GB/T1800.4—1999《极限与配合标准公差等级和孔、 轴的极限偏差表》 GB/T1801—1999《极限与配合公差带和配合的选择》 GB/T1804—2000《一般公差未注公差的线性和角度尺 寸的公差》 2009年11月1日实施: GB/T1800.1—2009《极限与配合第1部分:公差、偏差 和配合的基础》 GB/T1800.2—2009《极限与配合第2部分:标准公差等 级和孔、轴极限偏差表》 GB/T1801—2009 《极限与配合公差带和配合的选择》 GB/T4249-2009 《公差原则》 GB/T16671-2009 《几何公差最大实体要求、最小实体 要求和可逆要求》 GB/T1182-2008 《几何公差形状、方向、位置和跳动 公差标准》 GB/T 1031-2009 《表面结构轮廓法表面粗糙度参 数及其数值》 GB/T 3177-2009 《光滑工件尺寸的检验》 GB/T 3505-2009 《表面结构轮廓法术语、定义 及表面结构参数》
2-135 3一般公差线性尺寸的未注公差(GB/T1804—1992) 3.1线性尺寸的一般公差 一般公差是指在车间一般加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不注出极限偏差。 线性尺寸的极限偏差数值见表2-2-46,倒角半径和倒角高度出差的极限偏差数值见表2-2-47。 线性尺寸的一般公差在图样上、技术文件或其他标准中该标准号和公差等级符号表示。例如选用中等级时,表示为:GB/T1804-m。 表2-2-46线性尺寸的极限偏差数值/mm 尺寸分段 公差等级 0.5~3>3~6>6~30>30~120>120~400>400~1000>1000~2000>2000~4000 f(精密级)±0.05±0.05±0.1±0.15±0.2±0.3±0.5—m(中等级)±0.1±0.1±0.2±0.3±0.5±0.8±1.2±2 c(粗糙级)±0.2±0.3±0.5±0.8±1.2±2±3±4 v(最粗级)—±0.5±1±1.5±2.5±4±6±8 表2-2-47倒圆半径与倒角高度尺寸的极限偏差数值/mm 尺寸分段 公差等级 0.5~3>3~6>6~30>30 F(精密级) ±0.2±0.5±1±2 m(中等级) c(粗糙级) ±0.4±1±2±4 v(最粗级) 注:倒圆半径与倒角高度的含义参见国家标准GB/T6403.4《零件倒圆与倒角》。 3.2一般公差的应用和有关说明 线性尺寸的一般公差适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸,非金属材料和其他工艺方法加工的尺寸可参照采用。 对零件上一些无特殊要求的要素,无论其线性尺寸、角度尺寸,形状还是位置都规定有未注公差。未注公差决不是没有公差要求,只是为简化图样标注,不在图上注出,而是在图样上,技术文件或其他标准中作出总的说明。 线性尺寸的一般公差主要用于较低精度的非配合尺寸。当功能上允许的公差代号或极限偏差或同时标出;当功能上允许,而且采用大于一般公差更为经济的线性尺寸(例如装配时所钻的盲孔深度),亦要在这些线性尺寸之后标出极限偏差。 线性尺寸的一般公差,在正常车间精度保证的条件下,一般可不检验。 两个表面分别由不同类型的工艺(例如切削和铸造)加工时,它们之间线性尺寸的一般公差,应按规定的两个一般公差值中的较大值。
1.目的和范围 规范产品结构件在设计图样上其基本尺寸无指定公差时的尺寸公差。 本规范适用于联亨技术有限公司产品、金属材料和结构件的设计、生产及检验。 2.引用标准和参考标准 下列标准包含的条文,通过在本标准中引用而构成本标准的条文。在标准出版时,所有版本均为有效。所有标准都会被修订,使用本标准的各方应探讨,使用下列标准最新版本的可能性。 GB/T 1804-92 《一般公差线性尺寸的未注公差》 GB/T 13914-92 《冲压件尺寸公差》 GB/T 13914-92 《冲压件角度公差》 DIN6930-Part2 《Steel Stampings General Tolerances》 3.基本功能描述 根据加工对象与手段(冲压〈冲裁、落料、冲孔、孔中心距〉、NCT、折弯、机加工等)不同特点,制定不同工艺手段的一般公差。 4.术语: 基本尺寸:指产品零件完成后应达到的尺寸,包括在任何使用时或装配后不去除的任何表面处理层。 平冲压件:经平面冲裁工序加工而成平面的冲压件。 成形冲压件:经弯曲、拉深和其它成形工序加工而成的冲压件。 孔组间距:同一零件上一组孔的中心线与另一组孔的中心线间的距离。 5.技术要求 5.1 冲压件尺寸的未注公差 5.1.1 精度等级 本规范规定了平冲压件长度、直径、圆弧尺寸及冲裁角度,成形冲压件弯曲长度、拉深和卷圆直径、弯曲角度、孔中心距、孔组间距等均分为f、m、g、sg四个精度等级,其余尺寸和要素均不分精度等级,无特殊标注按m级生产。 5.1.2 平冲压件的未注公差 平冲压件的公差,适用于平冲压件冲裁工序,也应用于成形冲压件的平面冲裁工序的平面尺寸。 5.1.2.1 平冲压件长度L、直径D、d尺寸(图1)的极限偏差按表1规定。无特殊标注按m级生
0-500mm, 4-18级精度标准公差表。 基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于到μm mm - 3 3 4 6 10 14 25 40 60 0.10 0.14 0.25 0.40 0.60 1.0 1.4 3 6 4 5 8 12 18 30 48 75 0.12 0.18 0.30 0.48 0.75 1.2 1.8 6 10 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.90 1.5 2.2 10 18 5 8 11 18 27 43 70 110 0.18 0.27 0.43 0.70 1.10 1.8 2.7 18 30 6 9 13 21 33 52 84 130 0.21 0.33 0.52 0.84 1.30 2.1 3.3 30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1.00 1.60 2.5 3.9 50 80 8 13 19 30 46 74 120 190 0.30 0.46 0.74 1.20 1.90 3.0 4.6 80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.40 2.20 3.5 5.4 120 180 12 18 25 40 63 100 160 250 0.40 0.63 1.00 1.60 2.50 4.0 6.3 180 250 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.90 4.6 7.2 250 315 16 23 32 52 81 130 210 320 0.52 0.81 1.30 2.10 3.20 5.2 8.1 315 400 18 25 36 57 89 140 230 360 0.57 0.89 1.40 2.30 3.60 5.7 8.9 400 500 20 27 40 63 97 155 250 400 0.63 0.97 1.55 2.50 4.00 6.3 9.7 注:基本尺寸小于1mm时,无IT14至IT18。 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于:?线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; ?角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); ?机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ?已有其他一般公差标准规定的线性和角度尺寸; ?括号内的参考尺寸; ?矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 公差等级 尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 f(精密级) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 - m(中等级) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 c(粗糙级) ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 v(最粗级) - ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 表2 倒圆半径与倒角高度尺寸的极限偏差数值 公差等级 尺寸分段 0.5~3 >3~6 >6~30 >30 f(精密级) ±0.2 ±0.5 ±1 ±2 m(中等级) c(粗糙级) ±0.4 ±1 ±2 ±4 v(最粗级) 表3 角度尺寸的极限偏差数值 公差等级 长度分段 ≤10 >10~50 >50~120 >120~400 >400 f(精密级) ±1°±30' ±20' ±10' ±5' m(中等级) c(粗糙级) ±1°30' ±1°±30' ±15' ±10' v(最粗级) ±3°±2°±1°±30' ±20' 角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
最新的标准公差等级表 GB/T1804-2000 线形尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 (GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密f ±0.2 ±0.5 ±1 ±2 中等m 粗糙c ±0.4 ±1 ±2 ±4 最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 (GB/1804-2000)角度尺寸的极限偏差数值 公差等级长度分段 ~10 >10~50 >50~120 >120~400 >400 精密f ±1° ±30′ ±20′ ±10′ ±5′
中等m 粗糙c ±1°30′ ±1° ±30′ ±15′ ±10′ 最粗v ±3° ±2° ±1° ±30′ ±20′ (GB/T1184-1996)直线度和平面度的未注公差值 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.02 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 (GB/T1184-1996)垂直度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.6 1 1.5 2 (GB/T1184-1996)对称度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.5 K 0.6 0.8 1 L 0.6 1 1.5 2
未注尺寸公差 一、未注尺寸公差按GB/T1804 (1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm) (2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm (3)角度尺寸的极限偏差数值(GB/T1804-2000) 二、未注形位公差按GB/T1184 (4)直线度和平面度未注公差值(GB/T1184-1996)(mm) (5)垂直度未注公差值(GB/T1184-1996)(mm)
(6)对称度未注公差值(GB/T1184-1996)(mm) (7)圆跳动的未注公差值(GB/T1184-1996)(mm) 三、选用原则 (1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。 (2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。 四、表面粗糙度 零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。 粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。 (1)取样长度和评定长度的选用值(GB/T1031-1995) Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm) >0.003~0.02 >0.025~0.10 0.08 0.4 >0.02~0.10 >0.1~0.50 0.25 1.25 >0.1~2.0 >0.50~10.0 0.8 4.0 >2.0~10.0 >10.0~50 2.5 12.5 >10.0~80 >50~320 8.0 40.0 (2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm) 第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80 注:尽量选择第1系列 (3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm) 第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600, 第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630 注:尽量选择第1系列
根据国际标准,以下线性尺寸未注公差的公差表。 这个线性尺寸未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于非配合尺寸。 表1 线性尺寸的极限偏差数值 公差等级尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1 000 >1000~2000 >2000~4000 f(精密级) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 - m(中等级) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 c(粗糙级) ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 v(最粗级) - ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 表2 倒圆半径与倒角高度尺寸的极限偏差数值 公差等级尺寸分段 0.5~3 >3~6 >6~30 >30 f(精密级) ±0.2 ±0.5 ±1 ±2 m(中等级) c(粗糙级) ±0.4 ±1 ±2 ±4 v(最粗级) (GB/T1804-2000)线形尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000
精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 (GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密f ±0.2 ±0.5 ±1 ±2 中等m 粗糙c ±0.4 ±1 ±2 ±4 最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 (GB/1804-2000)角度尺寸的极限偏差数值 公差等级长度分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1° ±30′ ±20′ ±10′ ±5′ 中等m 粗糙c ±1°30′ ±1° ±30′ ±15′ ±10′ 最粗v ±3° ±2° ±1° ±30′ ±20′ (GB/T1184-1996)直线度和平面度的未注公差值 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~
深圳SEO优化公司上海网站搜索优化价格大鹏网站优化软件多少钱娄底百度seo报价永新SEO按天收费价格营口网站建设设计多少钱呼和浩特SEO按天计费哪家好九江seo网站优化多少钱衡水网站优化软件哪家好镇江关键词按天计费公司永湖网站建设设计多少钱岳阳外贸网站建设贺州关键词排名价格沧州百度标王河源网站关键词优化报价吉林品牌网站设计公司乐山企业网站建设邯郸百度网站优化报价河源seo优化推荐厦门网站搜索优化丹东推广网站三亚百度竞价公司张家口百度关键词包年推广报价连云港seo网站推广推荐南充网站推广系统推荐松岗关键词按天计费哪家好自贡百度竞价多少钱昌都关键词排名哪家好石岩seo网站优化公司上海百度seo哪家好梅州网站优化排名哪家好歼20紧急升空逼退外机英媒称团队夜以继日筹划王妃复出草木蔓发 春山在望成都发生巨响 当地回应60岁老人炒菠菜未焯水致肾病恶化男子涉嫌走私被判11年却一天牢没坐劳斯莱斯右转逼停直行车网传落水者说“没让你救”系谣言广东通报13岁男孩性侵女童不予立案贵州小伙回应在美国卖三蹦子火了淀粉肠小王子日销售额涨超10倍有个姐真把千机伞做出来了近3万元金手镯仅含足金十克呼北高速交通事故已致14人死亡杨洋拄拐现身医院国产伟哥去年销售近13亿男子给前妻转账 现任妻子起诉要回新基金只募集到26元还是员工自购男孩疑遭霸凌 家长讨说法被踢出群充个话费竟沦为间接洗钱工具新的一天从800个哈欠开始单亲妈妈陷入热恋 14岁儿子报警#春分立蛋大挑战#中国投资客涌入日本东京买房两大学生合买彩票中奖一人不认账新加坡主帅:唯一目标击败中国队月嫂回应掌掴婴儿是在赶虫子19岁小伙救下5人后溺亡 多方发声清明节放假3天调休1天张家界的山上“长”满了韩国人?开封王婆为何火了主播靠辱骂母亲走红被批捕封号代拍被何赛飞拿着魔杖追着打阿根廷将发行1万与2万面值的纸币库克现身上海为江西彩礼“减负”的“试婚人”因自嘲式简历走红的教授更新简介殡仪馆花卉高于市场价3倍还重复用网友称在豆瓣酱里吃出老鼠头315晚会后胖东来又人满为患了网友建议重庆地铁不准乘客携带菜筐特朗普谈“凯特王妃P图照”罗斯否认插足凯特王妃婚姻青海通报栏杆断裂小学生跌落住进ICU恒大被罚41.75亿到底怎么缴湖南一县政协主席疑涉刑案被控制茶百道就改标签日期致歉王树国3次鞠躬告别西交大师生张立群任西安交通大学校长杨倩无缘巴黎奥运